ABS塑料超声波焊接机由超声波厂家编辑整理,该案例来源于20khz超声波塑料焊接机案例;2020/9/5 16:28:50完成编辑。此案例标签;更多请点击查看;
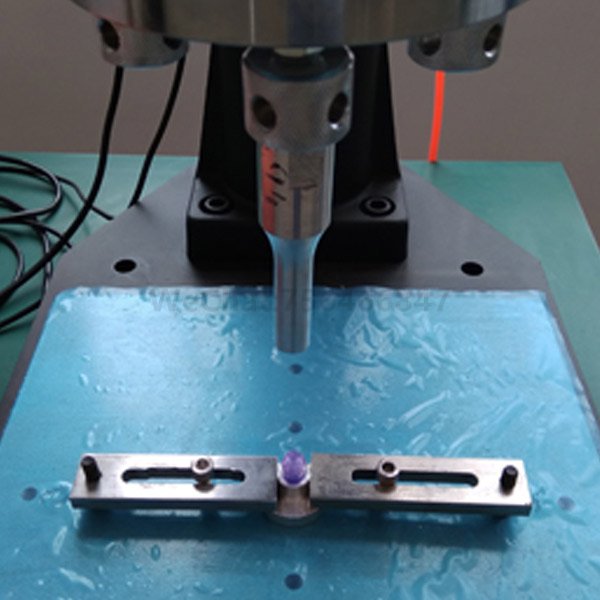
ABS塑料超声波焊接机焊接abs塑料制品尺寸小于210mm尺寸的方形产品。配合适合的超声波焊接线可以有效的保证产品的密封及强度。
超声波焊接设备原理:由超声波发生器产生20KHZ(15KHZ或40KHZ)的高压、高频信号、通过换能系统,把信号转换为高频机械震动,加压与ABS塑焊制品工件上,通过工件表面及内在分子间的摩擦而使传到接口处的稳定升高,当稳定到此工件本身的熔点时,使工件接口迅速熔化,继而填充于接口间的空隙,当震动停止,工件同时在一定的压力下冷却定形,达到完美的焊接。
ABS塑料 化学名称:丙烯腈-丁二烯-苯乙烯共聚物
英文名称:Acrylonitrile Butadiene Styrene
比重:1.05克/立方厘米 成型收缩率:0.4-0.7%
成型温度:200-240℃ 干燥条件:80-90℃ 2小时 工作温度:-50~+70℃
abs塑料特点:
1、综合性能较好,冲击强度较高,化学稳定性,电性能良好.
2、与372有机玻璃的熔接性良好,制成双色塑件,且可表面镀铬,喷漆处理.
3、有高抗冲、高耐热、阻燃、增强、透明等级别。
4、流动性比HIPS差一点,比PMMA、PC等好,柔韧性好。
用途:适于制作一般机械零件,减磨耐磨零件,传动零件和电讯零件.
ABS塑料成型特性:
1、无定形料,流动性中等,吸湿大,必须充分干燥,表面要求光泽的塑件须长时间预热干燥80-90度,3小时。
2、宜取高料温,高模温,但料温过高易分解(分解温度为>270度).对精度较高的塑件,模温宜取50-60度,对高光泽.耐热塑件,模温宜取60-80度。
3、如需解决夹水纹,需提高材料的流动性,采取高料温、高模温,或者改变入水位等方法。
4、如成形耐热级或阻燃级材料,生产3-7天后模具表面会残存塑料分解物,导致模具表面发亮,需对模具及时进行清理,同时模具表面需增加排气位置。
案例关键词:等离子表面处理机,等离子清洗机,,点胶机,灌胶机,焊锡机,螺丝机。
案例描述:ABS塑料超声波焊接机焊接abs塑料制品尺寸小于210mm尺寸的方形产品。配合适合的超声波焊接线可以有效的保证产品的密封及强度。超声波焊接设备原理:由超声波发生器产生20KHZ(15KHZ或40KHZ。
公 司:深圳市捷通泰科技有限公司
联系人:周先生
电话:13410974163
手机:15338087819
E-mail:mail@jietongtai.com
地 址:深圳市宝安区福永街道凤凰社区兴业三路9-2号宏达三期厂房A3层